- 138-2723-0658
五金拉伸件加工过程中加工工艺事至关重要的,那么有什么因素会影响五金拉伸件的质量呢?

1.选材。
各种材料具有不同的拉伸性能。毛坯直径与冲孔直径之比是极限拉伸速度。不锈钢的范围从1到2.2,碳钢的范围从2.15到2.5。除了热处理,不锈钢材料还可以拉伸两次,但与碳钢材料不同,不锈钢材料除了热处理外,一般不能像第一次拉伸一样拉伸。不锈钢管需要比碳钢大一到两倍。一般来说,最好使用双作用深冲液压系统。
2.选择润滑油。
选择润滑剂时需要考虑两个因素。必须提供耐刮擦和减少摩擦的油膜。此外,深冲完成后,可以很容易地完全去除。可能含有氯化或硫化油或蜡、补液或深层肥皂。深冲是使用冲床将环或金属模具拧紧成薄板状金属材料以形成圆柱形或盒形五金件的方法。常用的金冲孔材料有不锈钢、铝、铁、铜等。金属深冲产品有不同的高度。
假如拉伸部分有任何偏差,原因是什么?
如果冲孔时冲头的尺寸有偏差,具体原因是模具结构设计或产品材料有问题。此外,设备可能存在问题。对此,要逐一调查,找出真正的原因,才能从根本上解决问题,避免再次发生。。
深冲五金件的尺寸精度是指冲压件的实际尺寸与设计尺寸之间的差异。差异小,精度高。理想情况下,冲压部分和模具边缘部分的尺寸相同,冲压部分和冲孔部分的边缘尺寸相同。实际上,由于工件在落料过程中的受力,会发生一定的弹性变形。
卸料后,工件出现弹性恢复现象,导致落料件尺寸、模具边缘尺寸、冲孔件边缘尺寸与冲孔件边缘尺寸不匹配,从而影响某些金属的落料精度。此外,影响冲压件尺寸精度的因素也很多,如落料间隙、模具制造精度、材料特性、冲压件的厚度、形状和尺寸等。
最重要的是缩小差距。由于冲头与模具之间的间隙过大,在落料过程中对材料的拉伸作用较大,因此拉伸变形较大。由于落料后的回弹,落料部分的尺寸减小,冲孔零件的尺寸增加,冲孔零件的尺寸增加。如果间隙太小,材料会因冲头和模具的挤压而压缩。由于材料的弹性恢复,增加了冲压件的尺寸,缩小了冲压件的尺寸;
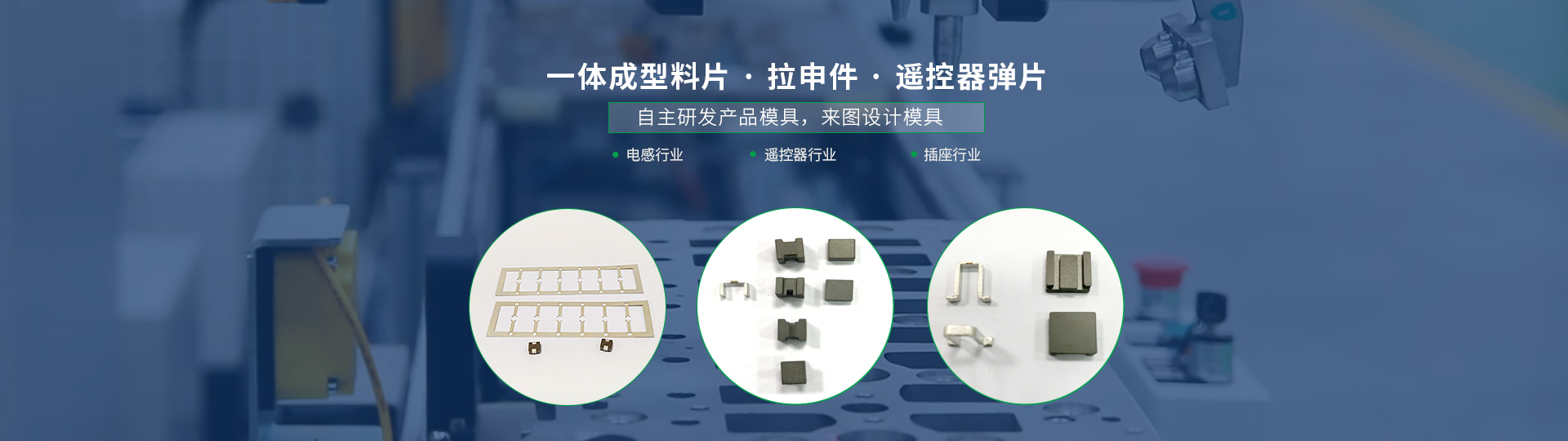
研康达五金电子是一家专业生产一体成型电感料片、加工各种五金产品的制造商。加工产品质量好,获得客户一直好评,口碑很好。